

به گزارش خبر، فرایند جوشکاری ورق آهن در ایران به شکلهای مختلفی انجام میشود. در واقع، جوشکاری ورقهای آهنی یکی از مهمترین فرایندهای صنعتی است که به تولید محصولاتی با ابعاد و اندازه مشخص کمک میکند. در صورتی که فرایند جوشکاری به شکل درستی انجام نشود و محصول نهایی از کیفیت بالایی برخوردار نباشد، شرکت تولید کننده با آسیبهای مالی و جانی گوناگونی مواجه خواهد شد.
با استعلام قیمت ورق سیاه آهن رسان و انتخاب روش جوشکاری درست و ایمن میتوانید هزینه های پروژه خود را کاهش دهید. بنابراین انتخاب یک روش مناسب برای جوشکاری ورق آهن بسیار حائز اهمیت است. در ادامه قصد داریم به طور کامل درباره این مسئله توضیح دهیم.
انواع روش های جوشکاری ورق آهن در کشور ایران
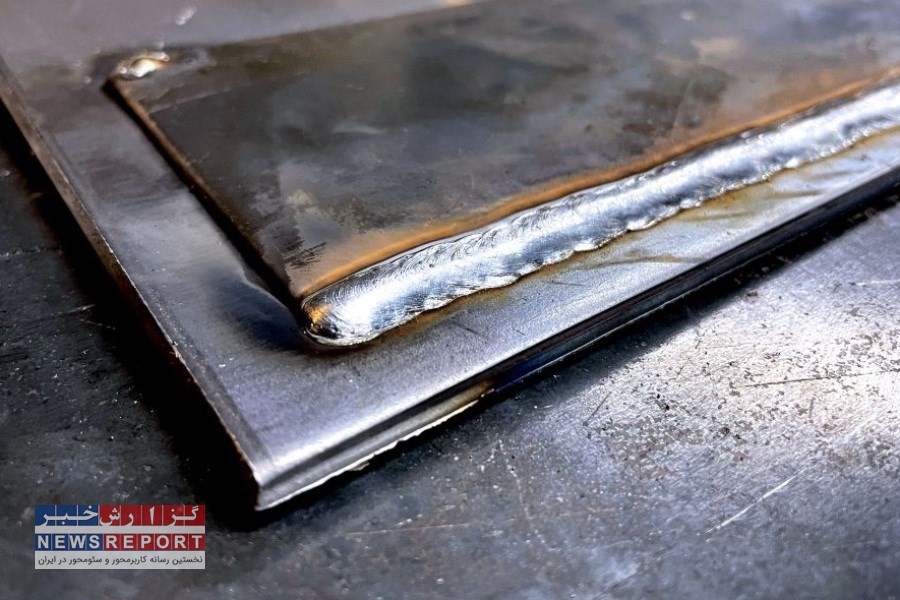
روشهای جوشکاری ورق آهن در ایران بسیار متعدد هستند. روشهای جوشکاری ورقهای نازک فلزی با ورقهای ضخیم متفاوت هستند. فرایند جوشکاری ورقهای نازک به گونهای انجام میشود که از تاب خوردگی، سوختگی و آسیب دیدن ورق آهنی جلوگیری شود. بررسی استحکام مکانیکی ورق بعد از انجام جوشکاری نیز اهمیت بسیار زیادی دارد. توصیه میکنیم برای بررسی قیمت روز ورق استیل، به سایتهای معتبر مراجعه کنید.
جوشکاری میگ انتقال اتصال کوتاه یا قوس کوتاه
یکی از بهترین روشهای جوشکاری ورقهای نازک آهنی در ایران، روش جوشکاری میگ یا قوس کوتاه است. در این روش، الکترود و حوضچه جوش به صورت مستقیم با یکدیگر در تماس هستند و فرایند جوشکاری با سرعت ۲۰ تا ۲۰۰ بار در ثانیه از الکترود به حوضچه جوش انتقال پیدا میکند. دریافت مشاوره از کارشناسان مجموعه آهن رسان به شما کمک میکند تا خریدی مطمئن و مقرون به صرفه داشته باشید.

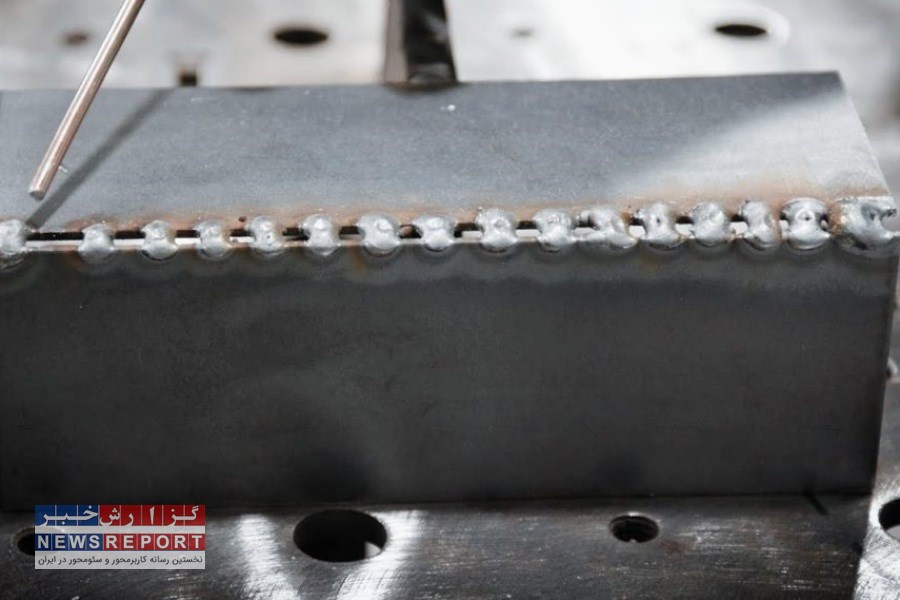
جوشکاری تیگ (TIG)
روش دیگر جوشکاری به روش تیگ است. در این تکنیک، برای جوش دادن قطعات از گازهای محافظ و بیاثر مثل گاز آرگون یا هلیوم استفاده میشود. این روش در گروههای مختلفی تقسیم بندی میشود که مهمترین آنها روش جوشکاری تیگ پالسی است. این تکنیک در دسته سختترین روشهای جوشکاری قرار میگیرد. زیرا فاصله الکترود و فلز بسیار کم و طول قوس کوتاه است. بنابراین جوشکار باید مهارت بسیار زیادی داشته باشد تا از تماس الکترود و قطعه جلوگیری شود. فرایند جوشکاری پالسی معمولاً برای ورقهای آهنی نازک فلزات غیر آهنی مثل آلومینیوم، منیزیم و ... مورد استفاده قرار میگیرد. توجه داشته باشید که سرعت انجام این روش کمتر از سایر تکنیکها است. شما میتوانید برای جوشکاری ورق گالوانیزه از این روش استفاده کنید و برای استعلام قیمت روز ورق گالوانیزه لینک https://ahanresan.ir/pc/sheet/galvanize-sheet/ را مورد بررسی قرار دهید.
نکات جوشکاری ورق های فلزی با MIG
با توجه به اینکه روش جوشکاری میگ یکی از پرکاربردترین فرایندهای جوشکاری ورقهای آهنی در کشور است، باید به برخی نکات مهم آن توجه داشته باشید. به عنوان مثال، در این فرایند جوشکاری باید از یک سیم جوش با قطر بسیار کم استفاده کرد. هر چقدر قطر سیم جوش کمتر باشد، حرارت کمتری به فلز وارد خواهد شد. علاوه بر این، با استفاده از سیمهای کوچک میتوان کنترل بیشتری بر فرایند جوشکاری داشت. همین مسئله از ایجاد خطا و رسوب جلوگیری میکند.

نکات جوشکاری ورق های فلزی با روش TIG
برای جوشکاری با روش تیگ نیز باید به برخی نکات توجه داشته باشید. به عنوان مثال بهتر است در این تکنیک از الکترودهای بزرگ مثل تنگستن استفاده نکنید. به جای آن میتوانید از الکترودهای کوچکتر استفاده کنید و فرایند جوشکاری را به شکل بهتری انجام دهید. بهترین قطر برای انجام جوشکاری شامل قطرهای 0.020 تا 0.040 و تنگستن 1.16 اینچی هستند. میتوانید از الکتروهای کوچکتر استفاده کنید که قابلیت بهتری برای تنظیم حرارت دارند و مانع از سوختگی میشوند. فراموش نکنید که قیمت ورق فولادی به صورت مداوم در حال تغییر است و باید در سایتهای معتبر چک شود.
تکنیک جوش پراکنده یا Skip Welding
از دیگر روشهای جوشکاری ورق آهنی در ایران، تکنیک جوش پراکنده است. این فرایند باید به شکل دقیق و توسط افراد ماهر انجام شود. زیرا حجم زیاد گرما باعث تاب خوردگی و خراب شدن قطعات آهنی خواهد شد. برای جلوگیری از این مسئله، باید گرما به صورت مساوی در بخشهای مختلف فلز تقسیم شود.
برای توزیع مساوی گرما میتوانید از یک فلز دیگر به عنوان رسانای گرما استفاده کنید. یعنی نقطه جوشکاری باید به صورت مستقیم با یک میله خنک کننده در تماس باشد و فلز در هوای آزاد قرار نگیرد. میتوان از ورقههای فلزی مانند ورقههای مس یا آلومینیوم به عنوان فلز خنک کننده استفاده کرد. زیرا این ورقها قابلیت بسیار زیادی برای انتقال گرما دارند.

جوشکاری قوس زیر پودری یا SAW
در این تکنیک جوشکاری از یک فلاکس برای پوشش دادن قطعات فلزی سیم جوش و محل اتصال جوش استفاده میشود. این فلاکس نوعی پودر است که از انتشار گازهای جوشکاری جلوگیری میکند و ایمنی بسیار بالایی دارد. همچنین اشعههای قوس در این فرایند جوشکاری چندان قوی نیستند و آسیبی به فلز وارد نمیکنند.
یکی از مهمترین دلایل محبوبیت جوشکاری قوس زیر پودری این است که با سرعت بسیار بالایی انجام میشود و برای صنایع مفید است. این روش به تعویض الکترود نیازی ندارد و توسط جوشکارانی با مهارت متوسط نیز انجام میشود. با این حال، ممکن است دارای برخی معایب باشد. یکی از مهمترین معایب این روش هزینه بالای انجام آن نسبت به سایر تکنیکهای جوشکاری است علاوه بر این، فرایند جوشکاری فقط در وضعیت تخت انجام میشود.
جوشکاری قوس گاز- تنگستن یا GTAW
این فرایند جوشکاری با استفاده از یک الکترود غیر مصرفی از جنس تنگستن انجام میشود. همچنین گاز آرگون به عنوان گاز محافظ مورد استفاده قرار میگیرد. به همین دلیل در برخی از صنایع با عنوان جوشکاری آرگون شناخته میشود. با توجه به اینکه الکترود در فرایند جوشکاری غیر قابل مصرف است، از فلز دیگری به عنوان ماده پر کننده استفاده خواهد شد.
از این تکنیک جوشکاری برای جوش دادن قسمتهای ضخیم فولاد ضد زنگ یا ورقهای آهنی استفاده میشود. بهتر است برای انجام جوشکاری، بدنه الکترود با زاویه ۱۵ تا ۲۰ درجه از حالت قائم فاصله بگیرد. تنظیم حرارت نیز اهمیت بسیار زیادی دارد. زیرا حرارت بالا باعث تغییر شکل فلز خواهد شد یا به سطح فلز آسیب میرساند.
برای جلوگیری از تغییر شکل فلز، میتوانید شدت آمپر را کاهش داده یا فرایند جوشکاری را با سرعت بالاتری انجام دهید. همچنین انتخاب یک ماده پر کننده با قطر کم از تغییر شکل فلز جلوگیری میکند. نوک تیز بودن الکترود در این تکنیک باعث میشود تا فرایند حرارت دهی به شکل مناسبی انجام شود و نتیجه جوشکاری کاملاً تمیز و با کیفیت باشد. البته این تکنیک دارای برخی معایب نیز است. به عنوان مثال، فرایند جوشکاری بسیار گران است و به وزش باد حساس میباشد.
جوشکاری قوس تو پودری یا Flux Cored Arc Welding
اگر به دنبال یک جایگزین مناسب برای جوشکاری الکترود پوششدار هستید، این روش گزینه کاملاً مناسبی برای شما خواهد بود. فرایند جوشکاری با استفاده از قوس نیمه اتوماتیک انجام میشود و در پروژههای ساختمانی مختلف کاربرد دارد. زیرا سرعت جوشکاری قوس توپودری بسیار بالا است.
هنگام انجام جوشکاری باید به بسیاری از پارامترها و متغیرها توجه کرد که با توجه به نوع جوشکاری و نیاز پروژه متفاوت هستند. با توجه به اینکه سرعت جوشکاری نسبتاً بالا است، دمای فلز بعد از انجام جوشکاری با سرعت بالاتری کاهش خواهد یافت. هنگام انجام جوشکاری دود و بخارات زیادی تولید میشود و باعث آلوده شدن محیط اطراف خواهد شد.
بنابراین بهتر است فرایند جوشکاری در یک محیط دارای تهویه انجام شود. همچنین اپراتور جوشکاری باید به برخی جزئیات کار مانند تخلخل محل اتصال توجه داشته باشد تا فرایند جوشکاری به شکل بهتر و تمیزتری انجام شود.
جوشکاری قوس پلاسما یا Plasma Arc Welding
روش جوشکاری قوس پلاسما برای اولین بار در سال ۱۹۵۴ مورد استفاده قرار گرفت و شباهت بسیار زیادی به روش جوشکاری تیگ داشت. در این تکنیک، جریان الکتریکی با کمک دهانه نازل برای انجام جوشکاری اعمال میشود.
این فرایند جوشکاری بسیار دقیق سریع و قدرتمند است و در صنایع مختلف کاربرد دارد. همچنین باعث افزایش استحکام فلز میشود و معمولاً در صنایع هواپیما به هوافضا مورد استفاده قرار میگیرد.
جوشکاری هوا- گاز یا Oxyfuel Welding
یکی از مهمترین فرایندهای جوشکاری ورقهای آهنی، جوشکاری هوا گاز یا جوشکاری اکسی استیلن است. این فرایند در دمای حدود ۳۵۰۰ درجه سانتیگراد انجام شده و به عنوان یکی از داغترین روشهای جوشکاری شناخته میشود. برای تامین انرژی، مخلوطی از گازها و اکسیژن را از یک مشعل عبور میدهند که باعث تولید گرمای بسیار زیاد خواهد شد.
سه نوع شعله مختلف یعنی شعله خنثی، شعله کربویزه کننده و شعله اکسید کننده در این تکنیک مورد استفاده قرار میگیرند. تجهیزات جوشکاری کاملاً قابل حمل است و گاز تحت فشار با کمک یک استوانه فولادی پر میشود. با استفاده از این روش جوشکاری، میتوان انواعی از فلزات را با ضخامتهای گوناگون جوش داد. این روش به عنوان یک تکنیک ایمن و کم هزینه برای جوشکاری فلزات شناخته میشود.
جوشکاری ترمیت
جوشکاری ترمیت نیز به وفور برای اتصال ورقهای آهنی مورد استفاده قرار میگیرد. ترمیت از مخلوط پودر آلومینیوم و اکسید آهن تشکیل میشود. آتش زدن این ماده باعث تولید حرارت و ایجاد یک واکنش گرمازا خواهد شد که برای انجام جوشکاری مناسب است. میزان گرمای تولید شده تا حدی است که باعث ذوب شدن فلز میشود و به تولید فلز مایع کمک میکند.
در مرحله بعد، فلز مایع به آرامی منجمد میشود و قطعات فلزی را به صورت کاملاً مستحکم به یکدیگر متصل میکند. این تکنیک ساده با سرعت بالایی انجام میشود و برای متصل کردن انواعی از فلزات مناسب است. در ابتدا دمای ترمیت تا ۱۳۰۰ درجه سانتیگراد باید افزایش یابد تا واکنش گرمازا انجام شود.
سخن پایانی
روشهای مختلفی برای جوشکاری ورقهای آهنی در ایران وجود دارد که در این مطلب برخی از مهمترین آنها به شما معرفی شد. هر کدام از فرایندهای جوشکاری در دمای خاص و تحت شرایط مشخصی انجام میشوند و دارای نکات و قوانین متعددی هستند. فرایند جوشکاری باید توسط اپراتورهای متبحر و با تجربه انجام شود تا فلز هنگام انجام فرایند جوشکاری آسیب نبیند و سطح جوش کاملاً تمیز باشد.
معمولا جوشکاری به روش تیگ دارای کاربرد بیشتری است و برای جوش دادن انواعی از فلزات با ضخامتهای مختلف مورد استفاده قرار میگیرد. اگر قصد اطلاعات بیشتری درباره این مسئله به دست آورید، باید به سایتهای معتبر مراجعه کنید.









")

























































